Roughness Measurement Tips: The Scratch Pad
By : Mark Michaud ,

By : Mark Michaud ,
By Mark Michaud
January 15, 2020
From the perspective of the shop floor environment, the previous Materials Matter column “Roughness Measurement Tips: 2 V 5” discussed the contact stylus 2-micron radius tip versus a 5-micron radius tip. It was recommended in either case to use a skidded stylus for its increased durability. The skidded stylus removes the surface waviness and measures only the R-parameters. For gears that are ground or superfinished, ISO-3274 gives a little wiggle room in specifying the stylus tip size. Flank roughness between Ra > 0.5 micron and < 2 micron can use the 5-micron tip as the difference in roughness measure is minor.
However, precision tooth flank roughness is now typically in the 0.1 – 0.5-micron Ra range. Based on data previously presented, the use of a 2-micron tip is needed for accurate measurements when the roughness is approaching the lower end of this range. This column will be about checking the profilometer’s overall calibration condition via use of a scratch pad. For the record, I am not talking about a device employed by house cats to sharpen their claws! I am talking about the profilometer calibration specimen, commonly called a “scratch pad.”
Calibration checking
A calibration check is a comparison of any measuring instrument to a known standard. The quintessential example is the use of gage blocks to calibrate measurements of length. Surface roughness is a dynamic measurement, not a static one. The condition of the individual elements of a profilometer that collectively capture the data contributes to the measurement results. These elements are the diamond tip contact stylus, the pick-up or drive head and the controller-processor unit. These elements must be considered as a whole when calibrating a profilometer.
A complete mechanical and electrical calibration of all the features of a contact profilometer involves lengthy, complex, and costly procedures. In my next Materials Matter column, I will briefly describe these procedures along with checking the stylus. Fortunately, modern shop floor profilometers are very stable instruments and do not need calibration often. They do not generally offer calibration adjustability to the daily operator for “fine tuning.”My guidance regarding profilometer calibrations will be to contract annually with an independent calibration service to recertify the instrument. For now, my recommended practice is to check a profilometer’s overall performance following a quality-control-defined procedure and frequency using a traceable calibration specimen — the scratch pad.
The scratch pad
Due to the increasing quality of engineered surfaces, roughness measurement capability developed greatly during the second half of the 1900s. Many different types of surface roughness instruments emerged that are capable of measurements down to the atomic scale. However, the fractional uncertainty of roughness measurement increases rapidly as the surface Ra value decreases. The result was that by the 1980s, surface roughness measurement results varied widely for a given surface. To improve the accuracy of engineered surface measurement among different instruments, operators, and locations, J.F. Song and T.V Vorburger [1], working at NIST, published a definitive treatise on surface roughness calibration methods using calibration specimens. ISO-5436-1 (1996), “Calibration Specimens — Stylus Instrument — Types, Calibration and Use of Specimens,” and ASME B46.1-2002, “Surface Texture (Surface Roughness, Waviness, and Lay),” incorporate their work. These two standards define contact stylus profilometer calibration specimens and their use. These standards describe the two classes of calibration specimens — a comparison specimen, and a precision reference specimen.
Comparison specimen
Comparison specimens are used to guide personnel with respect to the feel and appearance of a surface of known roughness grade that is produced by a selected manufacturing process. Though useful to the experienced trained eye, a comparison specimen is not suitable for measurement and documentation of a traceable engineered surface roughness. Figure 1 shows a typical set of comparison specimens undergoing a “fingernail” roughness assessment. The operator rubs his fingernail over the comparison specimen and then over the engineered surface under examination and makes a judgement on its roughness. This is not a suitable method for modern surface roughness analysis! In addition, comparison specimens are not intended for checking the performance of a modern profilometer. It is recommended they are not to be used for profilometer calibration.
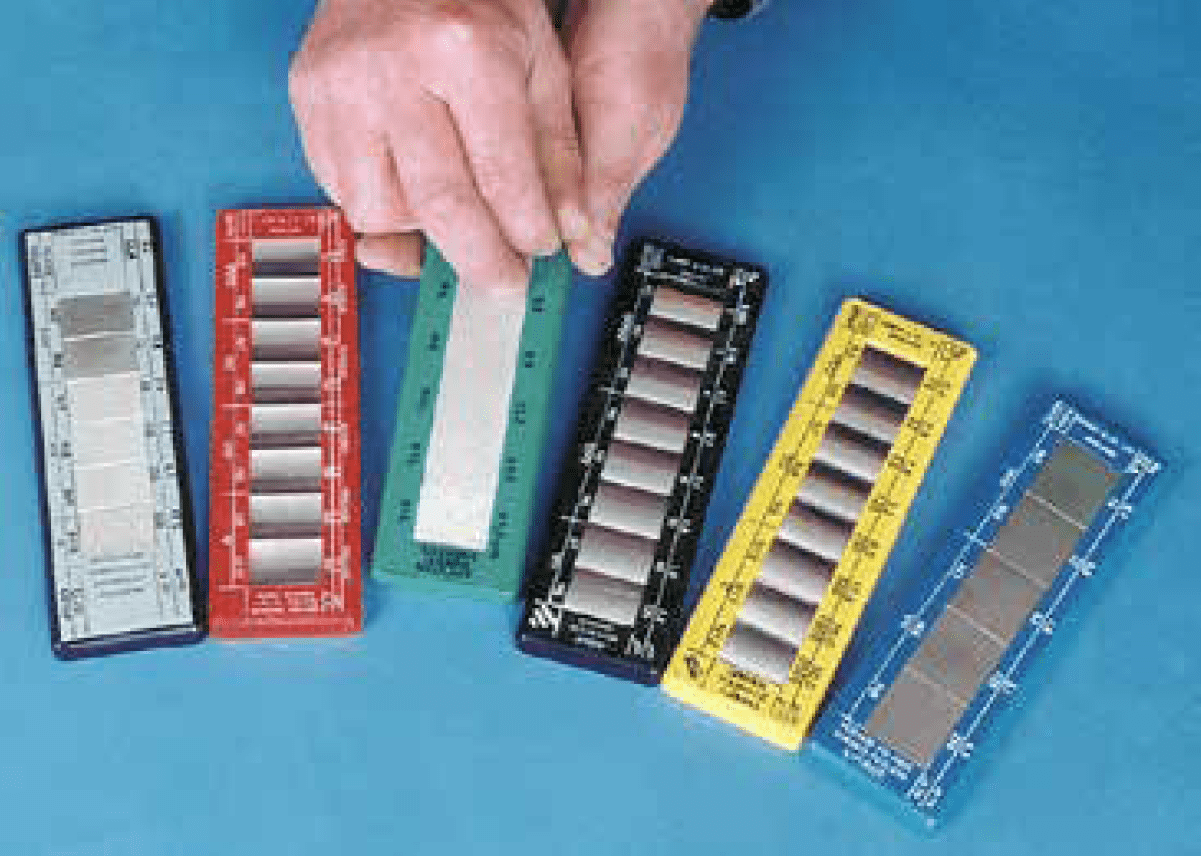
Figure 1: Comparison specimen in a “fingernail analysis.” (Rubert & Co, Ltd)
Precision reference specimen
Precision Reference Specimens (PRS) are intended for use in the calibration of profilometers for measuring surface roughness. They come in four basic types, designated A-D, and in varying ranges of roughness. They are not intended to have the appearance or characteristics of commonly produced surfaces, nor are they intended for use in visual or tactile comparisons. Precision reference specimens are typically made from high hardness metal or from silicon glass. A national standards body (i.e. NIST) should certify the specimen for traceability.
The profile of the PRS depends upon its intended use. Specimen types A, B, and C are used for checking the vertical magnification of the profilometer, stylus condition, and R-parameters calibration respectively. These precision reference specimens will be discussed further in my next Materials Matter column. D-type specimens are used for the overall checking of the performance of the profilometer. It is the type of specimen that is recommended by the author for the day-to-day calibration checking of a shop floor profilometer.
D-type precision reference specimen
A D-type specimen simulates an engineered surface of a workpiece. It contains a wide range of asperity spacing and has an irregular surface profile. The profile pattern repeats every evaluation length, typically every 4 mm of the test surface. The grooves in the test area must have a constant profile, meaning the surface is essentially smooth along the direction perpendicular to the direction of the measurement asperities. D-type specimens are available with nominal Ra values from 0.01 micron to 3 micron. By definition, the D-type specimen must be made of a material with a hardness of 500 HV (Vickers) or higher to ensure repeatability and adequate life. The reference area of the specimen must be larger than the traversing length required by any national or international standard.
During its manufacture, all PRS must be calibrated and labeled by its specimen type. Included in its labeling is its nominal value, the effective stylus tip radius used to calibrate the specimen, the type of filter and cutoff used in the calibration process, and details of its calibration procedure. F. J. Song and P. Rubert (Rubert & Co, LTD, UK) are often credited for the development of the D-type specimen. As such, this precision reference specimen is sometimes called a “Rubert-Song” specimen. Figure 2 is a representation of a D-type specimen showing a repeating surface profile.
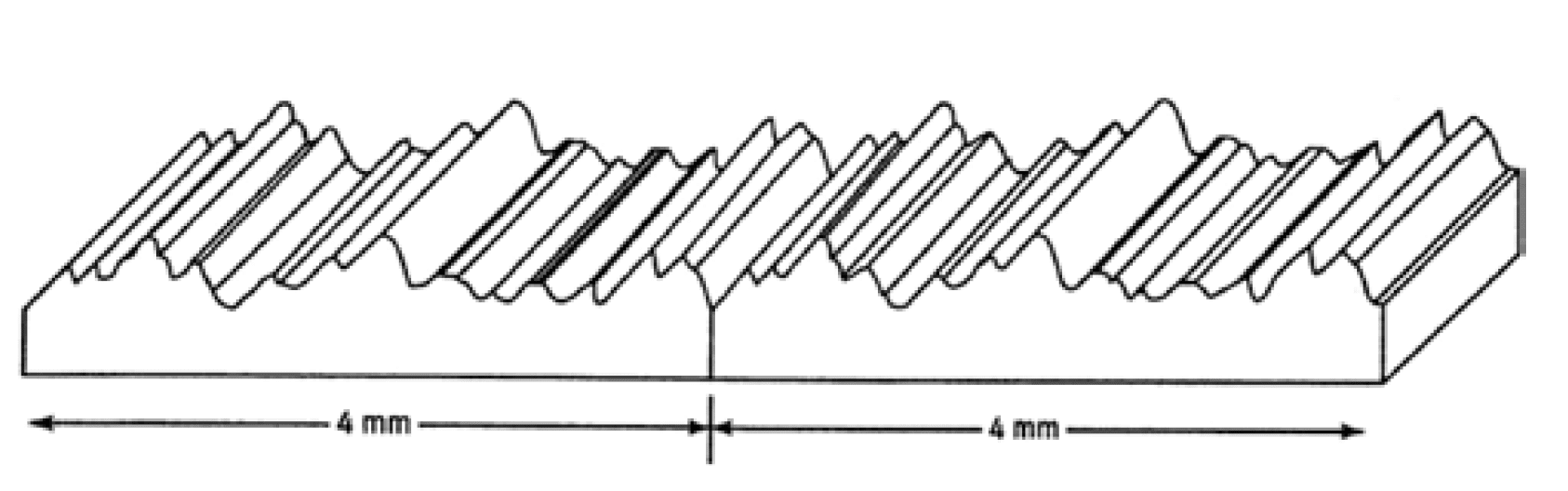
Figure 2: Song Specimen Diagram. (ASME B46.1-2002)
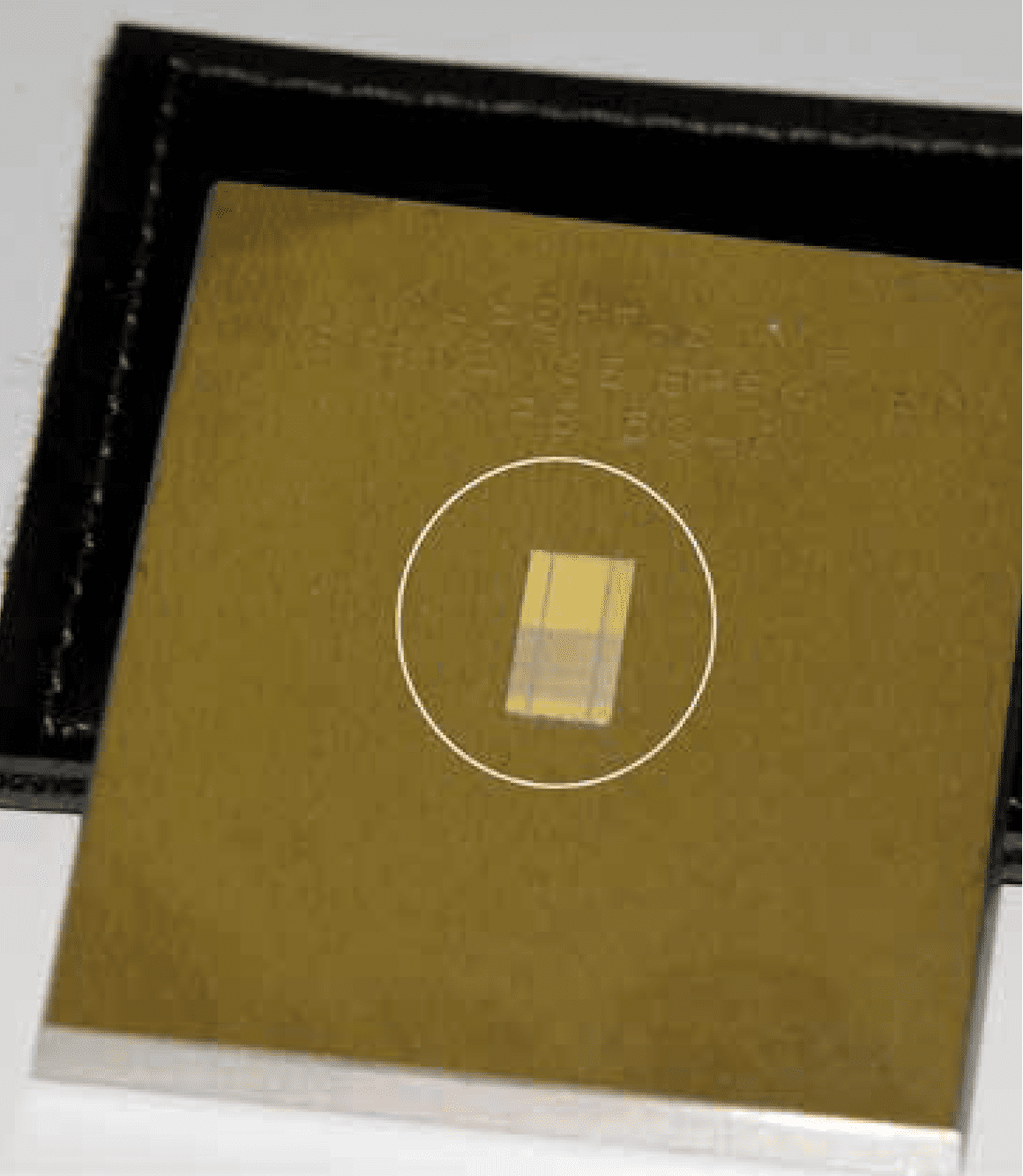
Figure 3: Rubert-Song Precision Reference Specimen. (REM Surface Engineering)
Figure 3 is a photograph of an actual Rubert-Song D-type Specimen. This is a cost effective, certified, durable, electroformed specimen suitable for ongoing calibration checking.
For use in calibration, the D-type specimen should be in the same roughness range as the manufactured engineered surface that is being monitored for quality control. The use of a Rubert-Song specimen is the recommended specimen for use on all shop floor profilometer calibration checking.
Shop floor profilometer calibration
Having established the use of a certified Rubert-Song specimen as the basis for monitoring the condition of a shop floor profilometer, the actual checking procedure is rather simple. Starting with a certified, calibrated instrument, a profilometer tracing, or a series of tracings, are taken of the PRS, based on a quality control plan. The tracing’s Ra value should match closely with the specimen’s documented value. Normally, the overall performance of the profilometer is considered acceptable if the measured result is less than ten percent different from the specimen’s averaged value. The tracing(s) can be retained for comparison against future measurements. Then, periodically, the specimen is reused to verify the profilometer’s calibration. If the measured result deviates more than ten percent of the specimen’s stated value, and/or the pervious measured result, the profilometer’s performance should be questioned. Further evaluation of the profilometer is needed. If this evaluation fails to lead to a correction of the deviation, the profilometer may need a full calibration-recertification by an independent calibration expert.
Figure 4 is an example of an ongoing calibration check of one of my shop floor profilometers. This calibration check shows the profilometer’s overall performance is satisfactory.
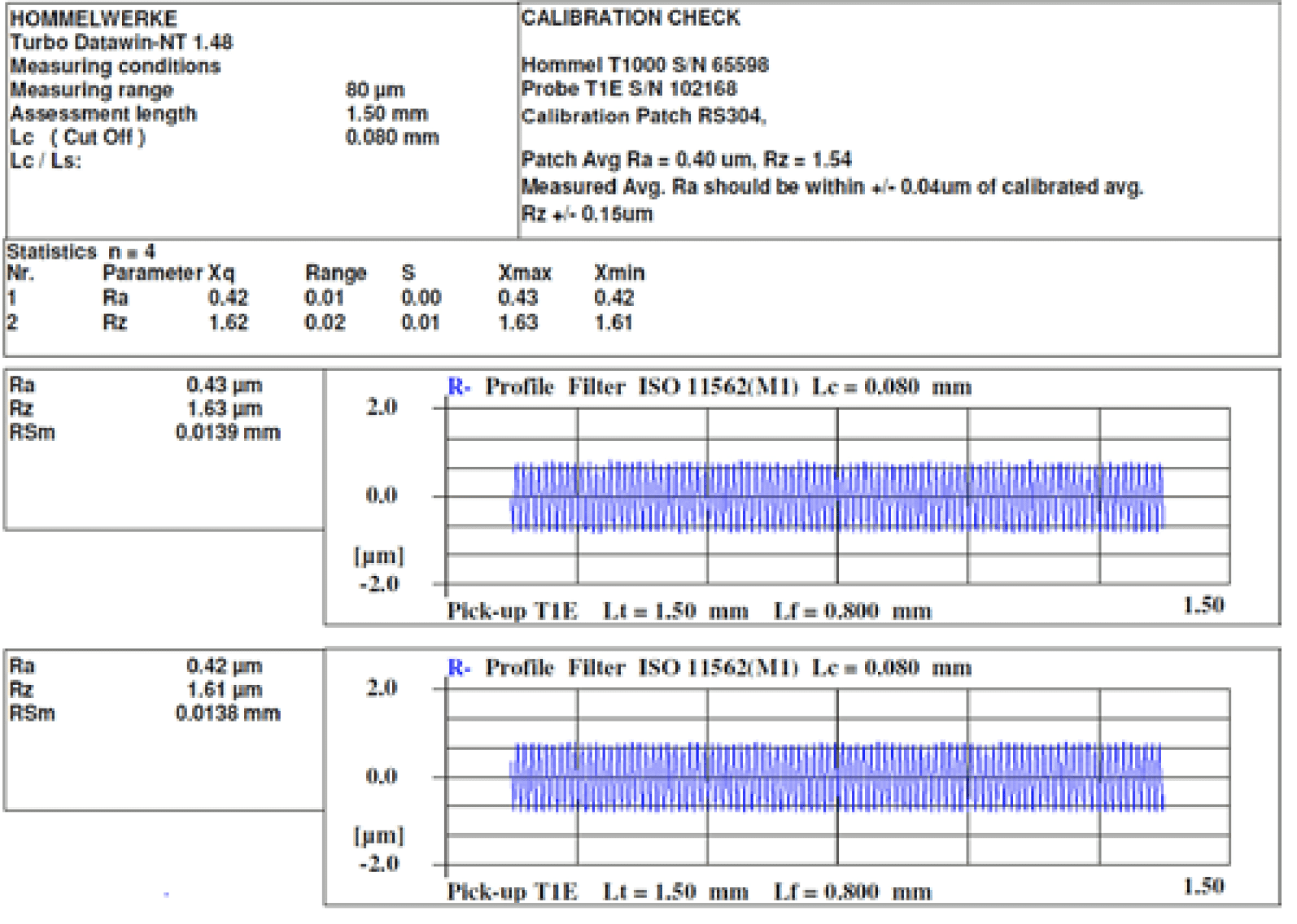
Figure 4: Example of Calibration Check. (REM Surface Engineering)
Conclusion
I recommend that only a certified precision reference specimen be used for shop floor calibration checking. A D-type Rubert-Song specimen that is in the same range of roughness as the surface being checked should be used for the calibration checking of precision gear flanks. It is a cost effective, durable representation of the ground surface.
Reference
Standard Reference Specimens in Quality Control of Engineering Surfaces; Journal of research of the National Institute of Standards and Technology, 96, 271 (1991)
Bitte füllen Sie das folgende Formular aus, um die gewünschte Ressource zu erhalten