High Speed, Automatable Superfinishing of Rear-Axle Hypoid Gears
By : Matt Bell , Gary Sroka , Lane Winkelmann ,

By : Matt Bell , Gary Sroka , Lane Winkelmann ,
The benefits gained by superfinishing rear-axle hypoid gearsets are now well documented. Friction, wear and operating temperature are significantly reduced. The main impediment to commercially implementing this process, however, is that it increases manufacturing cost in terms of process speed, work in process and labor. The cost of superfinishing can be significantly reduced by employing a newly developed and fully automatable drag finishing process.
The most primitive form of drag finishing occurred when Roman soldiers dragged their armor through sandy fields for obtaining a mirror-like appearance. Today’s drag finisher, of course, is much more sophisticated. A circular turret is located above a circular bowl containing loose, ceramic media. Parts are attached to multiple rotating spindles on the turret, which in turn are immersed in the media in the bowl below, and are dragged through the media. This generates a high flow of media over the gearsets. By a judicious choice of media and a chemical accelerator, the hypoid gearsets can be superfinished in less than five minutes to an Ra of less than 0.15µm, while maintaining gear geometry. The turret speed, spindle speed and direction of rotation and depth in the media are controlled with a programmable logic controller. The angle of the spindle can also be adjusted. A novel fixture has been developed that adds quick change capability of gearsets (a matter of seconds), and facilitates automation.
The rear axle is the final stage in the drivetrain of a vehicle, and is responsible for converting engine power into useful propulsive force. A major component of the rear axle is the ring and pinion gearset. Typically, ring and pinion gears are manufactured by machining, hardening and sometimes shotpeening. Since the hardening step introduces geometrical distortion, the gears must be lapped or ground to obtain an acceptable contact pattern and noise level. Lapped gearsets must be maintained as a matched set. Because both lapped and ground gears still have a rough surface, a break-in process is recommended before operating the vehicle under normal conditions. Break-in is an attempt to smooth the contact surfaces of the gears through controlled or limited metal-to-metal contact. The roughness of the contact surfaces is reduced during this process until a lower and relatively stable surface roughness is reached. Even when the break-in procedures are followed and a lower surface roughness is achieved, irreversible metallurgical and lubricant damage often occurs. Break-in always results in stress raisers, metal debris and an extreme temperature spike, which ultimately can lead to the premature failure of the rear axle.
Winkelmann et al. reported a number of studies that document the improvement in rear axle efficiency by using chemically accelerated vibratory finishing, henceforward referred to as superfinishing.1 In another paper, Winkelmann et al. showed that superfinishing can successfully superfinish ring and pinion gearsets to a low 0.1 µm Ra without affecting the gear geometry such that the contact pattern and noise, vibration and harshness (NVH) were acceptable.2 This technology was used commercially to solve premature wear and noise problems of problematic bus and recreational vehicle ring and pinion gearsets, and is currently used on a number of production vehicles. Superfinishing using vibratory machines, however, is not easily automated, and requires a finishing time between 45 – 90 minutes depending on the initial roughness and the desired final surface finish. This method is limited to specialized production settings and does not meet the current demands of the automotive industry. Therefore, a much faster process that is compatible with a high volume, Just-In-Time (JIT) cellular manufacturing environment is desired.
This paper discusses a recent development in the superfinishing of hypoid ring and pinion gearsets resulting in considerably shorter cycles. A novel fixturing method is also introduced to help make this new method fully automatable.
Only a very brief description of superfinishing will be presented here since it is discussed in detail elsewhere.3,4,5 The process is carried out in vibratory bowls or tubs. A proprietary active chemistry is used in the vibratory machine in conjunction with high density, non-abrasive ceramic media. When introduced into the machine, this active chemistry produces a stable, soft conversion coating on the surface of the metal gears being processed. The rubbing motion across the gears developed by the machine and media effectively wipes the conversion coating off the asperity peaks of the gears surfaces, but leaves the valleys untouched. (No finishing occurs where media is unable to contact or rub.) The conversion coating is continually re-formed and rubbed off during this stage producing a surface smoothing mechanism. This process is continued in the vibratory machine until the surfaces of the gears are free of asperities.
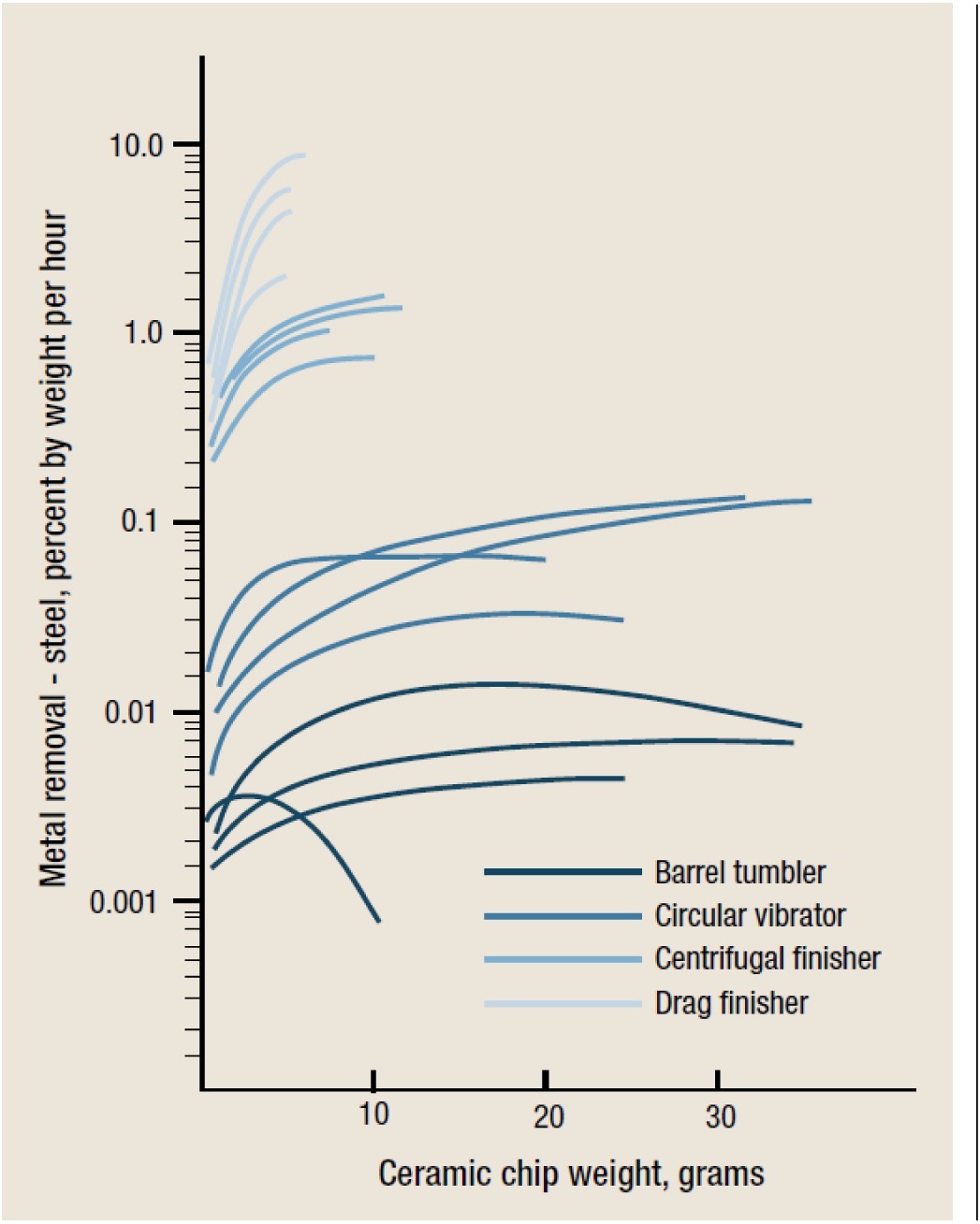
The rate at which a gear is superfinished is a function of both the rate of formation of the conversion coating and the rate of mechanical removal of the conversion coating by the media rubbing. The rubbing energy must be sufficient to remove the conversion coating. In conventional chemically accelerated vibratory finishing, the rate of superfinishing is limited by the rate of rubbing and in some cases by the rubbing energy. If the rubbing energy is insufficient, the superfinishing process will be unable to remove the conversion coating.
Consequently, there are two approaches for increasing the rate of finishing. (1) Select a machine that provides a higher rate of rubbing than a conventional vibratory machine. (2) Select a machine that has a higher rubbing energy. Fortunately, the drag finishing machine has both of these features, and thus a significantly more aggressive chemistry can be used than for conventional vibratory finishing. A description of the drag finishing machine is given by Chmielewski.6
The concept of drag finishing goes back centuries to when farmers first pulled plows through their fields. Although the farmers‘ intention was not to deburr or polish their plows, dragging the plow through the abrasive soil did just that.
The initial thesis work of drag finishing’s developer focused on the need for a machine that would increase performance levels over conventional mass-finishing equipment. The “think-tank” design people knew that pressure and velocity were responsible for the work of mass finishing; therefore, drag finishing was the natural result.
As you visualize a plow cutting through a field, you can appreciate the significance of these physical elements. It is the magnitude of these two elements that provides drag finishing an advantage. Subsequent experience taught the developer that these two elements, in concert with properly prescribed media and compounds, allow drag finishing to achieve performance levels as high as 40 times faster than conventional levels.
Drag finishing uses a circular bowl containing stationary, loose finishing media and a circular rotating turret above the bowl with multiple rotating part-fixture stations. (Ten stations are average.) Fixture stations rotate about their own axes, similar to a planetary system.
Parts are attached singularly or in groups to part-fixture stations around the perimeter and under the main turret. The rotating turret is then lowered so the parts are submerged and “dragged” through the stationary loose media.
Programmed sequences such as rpm, depth and rotational direction provide mechanical repeatability that assures uniformity cycle to cycle. By combining the right media and compound with the physical action of the drag finisher, you can mechanize processes that previously only could be done manually. Refined surfaces as low as one to two Ra (Roughness average) are consistently achievable.
The energy of rubbing in a drag finishing machine is much greater than that achieved in conventional vibratory machines (i.e., Circular vibrator) as shown in Figure 1.

Experimental
An exemplary test was carried out to ensure that the novel drag finishing technique would be as beneficial as thought. The test gears were subsequently subjected to a rigorous Single Flank Testing to determine the effect of superfinishing on noise, vibration and harshness.
Ring & Pinion Gearsets
The ring and pinion hypoid gearsets used in this test were machined, case carburized, shotpeened and lapped. The surface roughness of the gears was measured using a Hommel T-1000 profilometer with a TKZ-100 pick-up having a 5-µm radius stylus. A 0.8 mm cut-off filter and 1.5 mm trace length were used. The starting roughness ranged between 1.5 to 2.0 µm Ra, which is considerably higher than typical production gearsets.
The matched gearsets were mounted on fixtures that can be rapidly attached to the drag finisher’s spindles. See Figure 2 showing the ring and pinion attached to the fixture.
Equipment
The specific machine used in this paper is the ROSLER SSA- L Series Mini Drag Finisher. See Figure 3 for a photograph of the actual machine with a single ring and pinion gearset installed in its fixture. A simple schematic of the drag finishing machine showing the key components is presented in Figure 4. The specifications of the Drag Finisher are given in Table 1.
The parameters of the drag finisher used to process the hypoid gearsets are given in Table 2.
One gearset was processed for 5.0 minutes, and the other gearset was processed for 7.0 minutes. During the first half of the processing cycle the spindle is rotated in the CW direction. During the second half of the processing cycle, the spindle is rotated in the CCW direction.

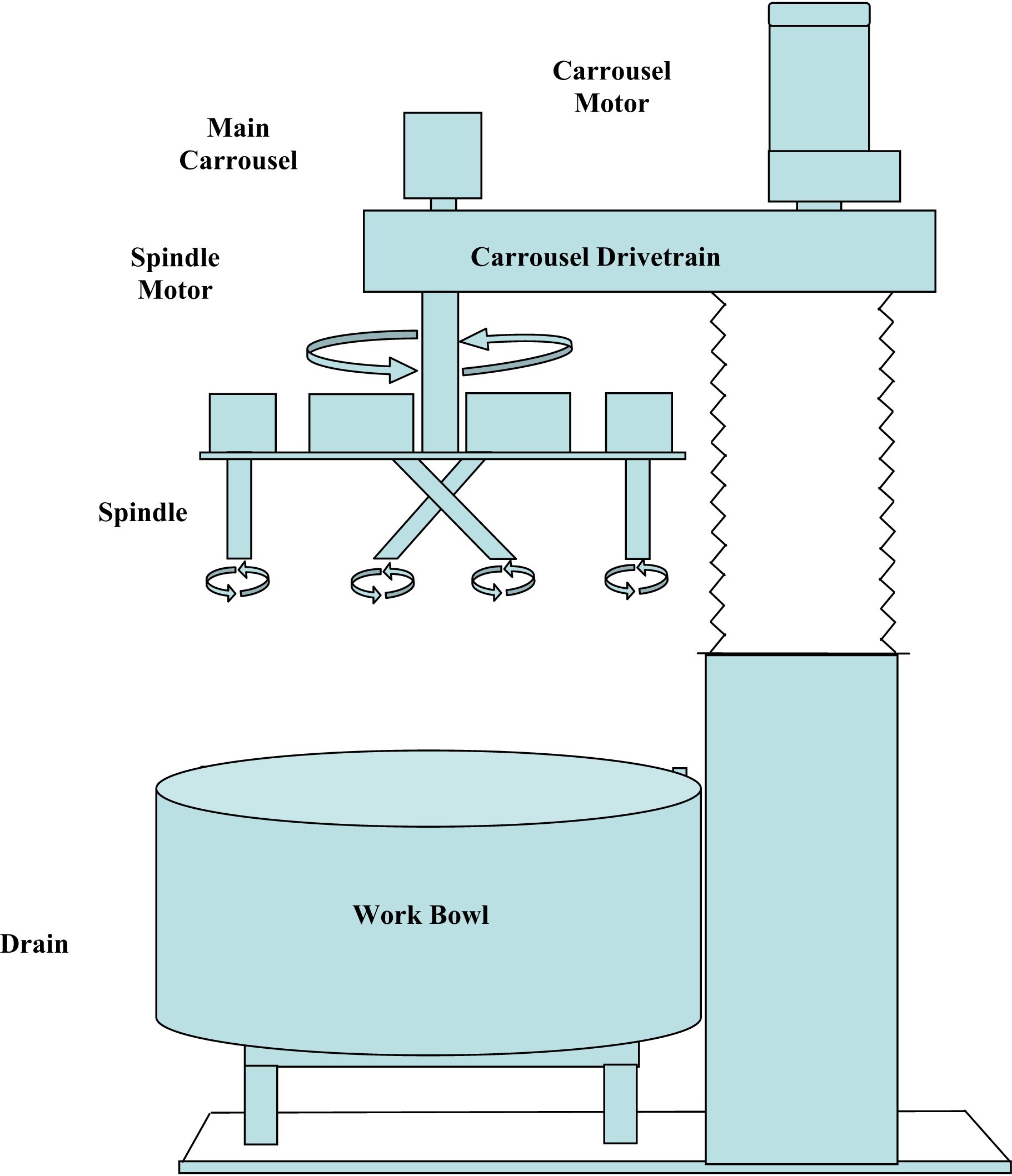
Figure 4. Schematic of a drag finisher showing the key components.
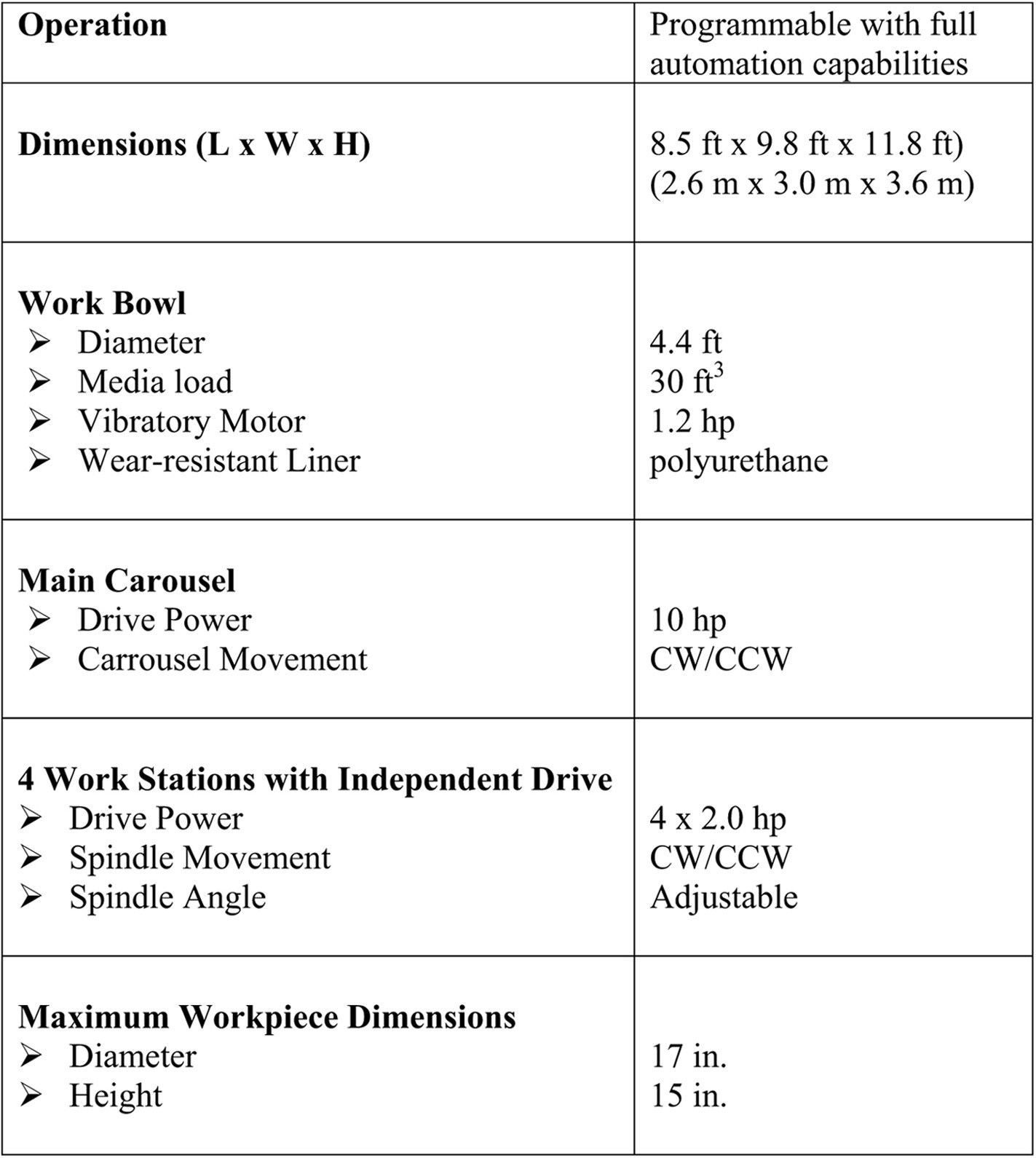
Table 1. The technical specifications of the Mini Drag Finisher.
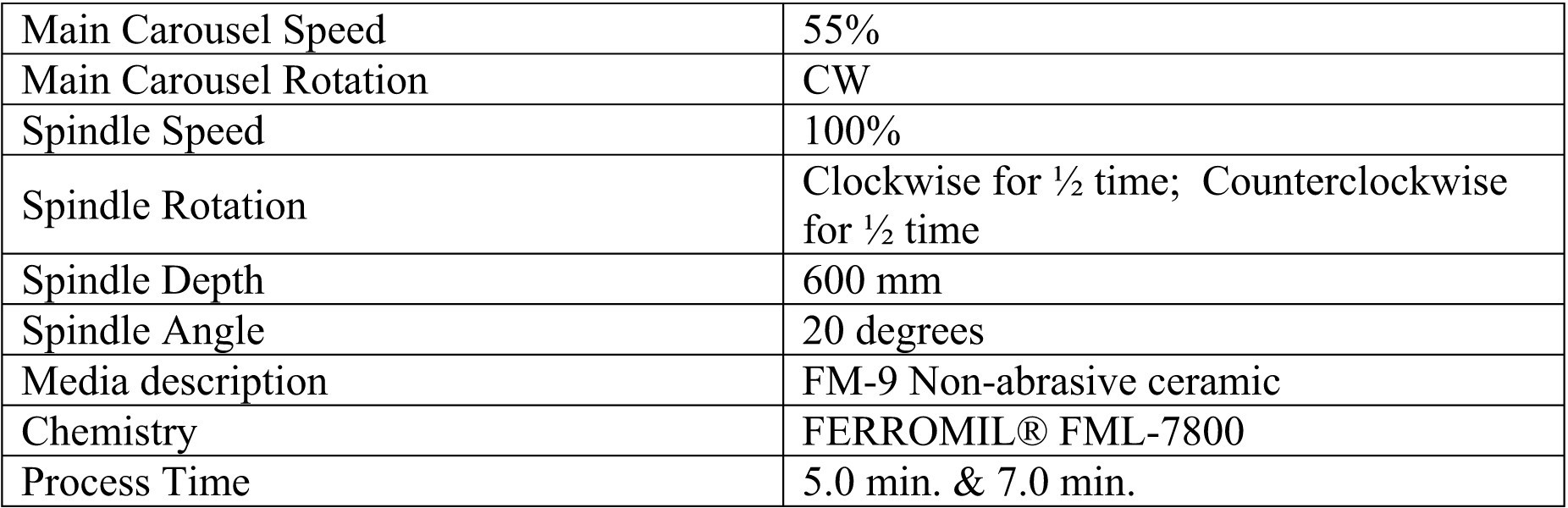
Table 2. The parameters of the drag finisher used to process the two gearsets.
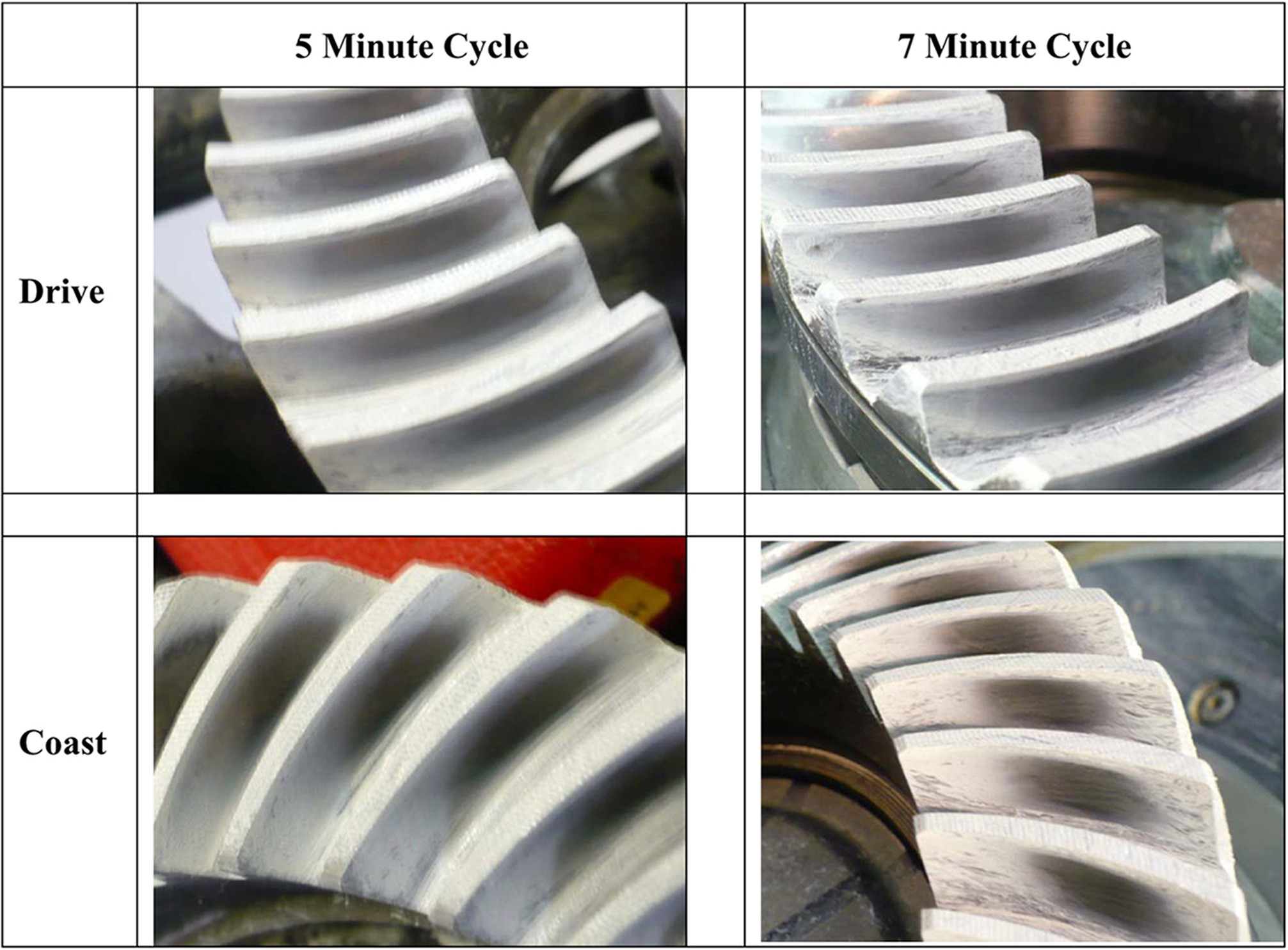 Figure 5. Pictures of the drive side and coast side of the gearsets processed for 5.0 minutes and 7.0 minutes.
Figure 5. Pictures of the drive side and coast side of the gearsets processed for 5.0 minutes and 7.0 minutes.
Results & Discussion
The surface roughness of each ring and pinion was measured on the lapped region after processing using the same instrument and parameters as used for the initial measurements. The results are presented in Table 3. All surfaces had a ≤ 0.25 Ra. Numerous racing teams have discovered that superfinished ring and pinion gearsets finished to only a 0.25 µm Ra have superior performance compared to non-superfinished lapped gearsets.
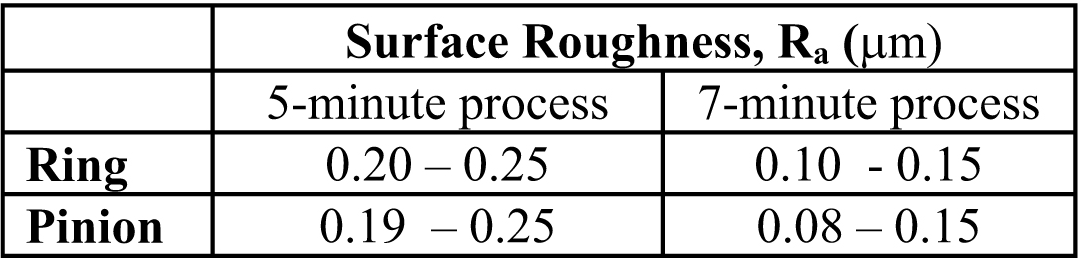 Table 3. Surface roughness of a gearset processed for 5.0 minutes and a gearset processed for 7.0 minutes.
Table 3. Surface roughness of a gearset processed for 5.0 minutes and a gearset processed for 7.0 minutes.
The contact pattern of the gearsets processed for 5.0 min. and 7.0 min. were determined, and the results are presented in Figure 4. Both contact patterns were deemed acceptable by the customer.
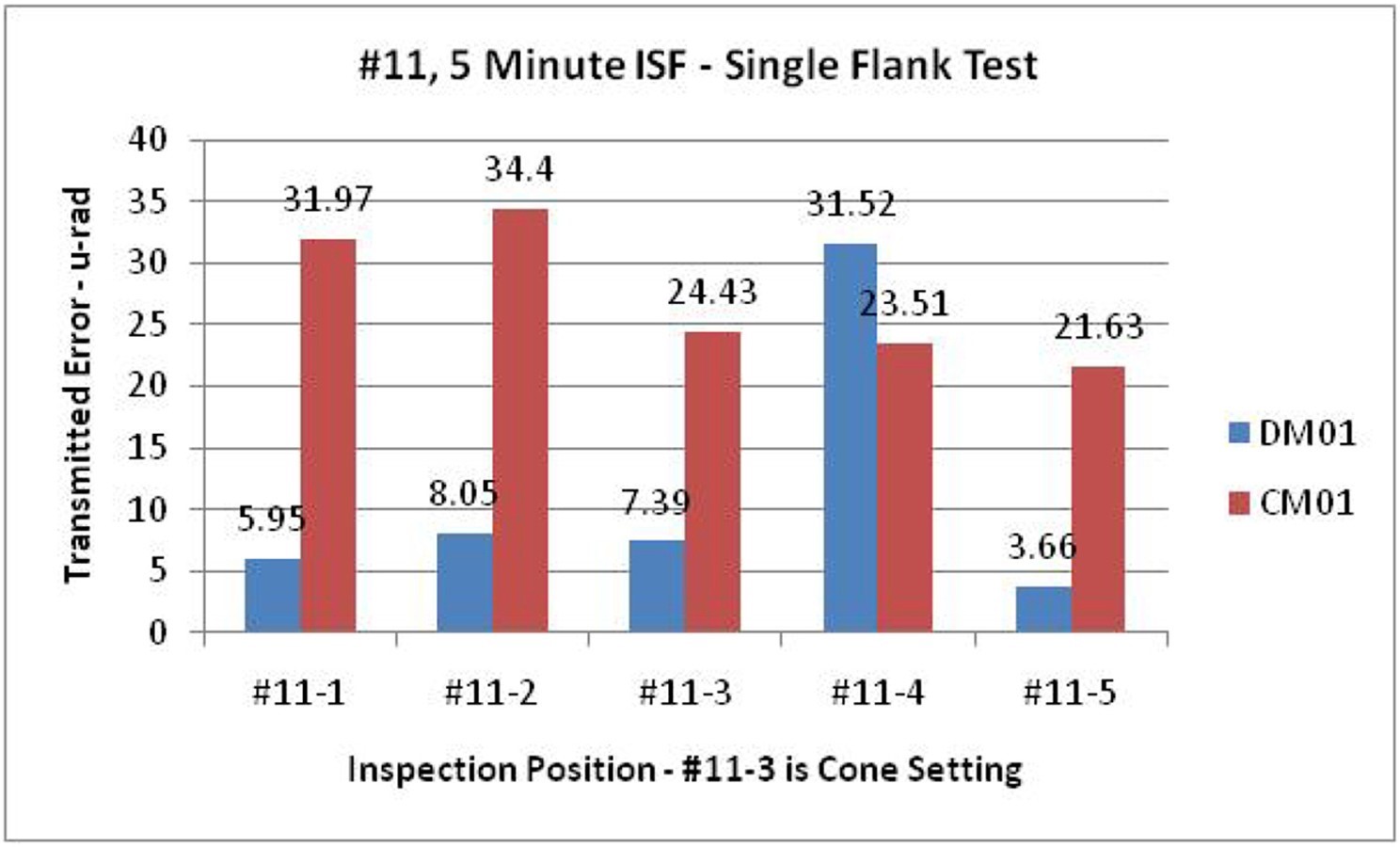
To determine the effect of superfinishing on NVH, Single Flank Testing was done for the drive and coast side of the gearset processed for 5.0 minutes. The results are given in Figure 6. The maximum µ-rad recorded for the drive and coast sides were 31.52 and 34.40, respectively. It was previously stated that these gears were abnormally rough, such that smoother starting gears will have no problem meeting the NVH customer specification. This was recently confirmed by another independent study.
REFERENCES
The Engineering Meetings Board has approved this paper for publication. It has successfully completed SAE’s peer review process under the supervision of the session organizer. This process requires a minimum of three (3) reviews by industry experts.
All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the prior written permission of SAE.
ISSN 0148-7191
Positions and opinions advanced in this paper are those of the author(s) and not necessarily those of SAE. The author is solely responsible for the content of the paper.
SAE Customer Service:
Tel: 877-606-7323 (inside USA and Canada) Tel: 724-776-4970 (outside USA)
Fax: 724-776-0790
Email: CustomerService@sae.org
SAE Web Address: http://www.sae.org
Printed in USA
Bitte füllen Sie das folgende Formular aus, um die gewünschte Ressource zu erhalten