A deeper dive into perils of white papers, pseudo-technical articles
By : Justin Michaud ,

By : Justin Michaud ,
In our last Materials Matter column, I covered some of the risks associated with giving too much trust to gear surface finishing white papers and similar, non-technically reviewed content. As discussed, because gear surface finishing is an area of manufacturing that has received significantly less study than general gear manufacturing, there is a much wider „window“ for false, incomplete, and/or misleading information to be passed off as fact. In this column, I will take a deeper dive into some examples of gear surface finishing articles where false, unsubstantiated, incomplete, or misleading information can be found. A disclaimer is however warranted; if an article or claim lacks evidence to substantiate it, that doesn’t automatically mean that it is wrong or completely false. Evidence to support the claim or claims may exist, but if it is missing from the white paper, Q&A, or the like, the differentiation between „marketing claims“ and facts becomes difficult to discern, and a reader must do further research to validate any such claim or claims.
Out of respect to the companies/authors, I won’t disclose specific articles/content sources. Further, I’m sure there are many cases where these and other authors have not intentionally passed off claims that may be incorrect as fact. We are all very busy, and if information is given to you from a seemingly trustworthy source, believing it is certainly not out of the question. But, to avoid the propagation of falsehoods, we must always be careful in accepting unsubstantiated claims as facts and even more careful before we share them as such.
Chemically-accelerated Technologies
The first example that I will tackle of false/misleading claims is one that logically strikes close to home for REM — references to chemistries used in chemically accelerated vibratory finishing processes (such as REM’s ISF(r) Process) for gears. Over the past roughly three decades, one of the most common false/misleading claims made against chemically accelerated technologies is relative to the dangerousness of the chemicals that are used. Allegations regarding the use of strong and/or toxic acids that create risks to both the components themselves in the form of intergranular attack (IGA) or intergranular corrosion (IGC), hydrogen embrittlement, and the like, as well as risks to the operators of said processes have been commonly made against REM’s (and other suppliers‘) products. These allegations have generally come from semi-competitive or directly competitive gear finishing technologies including purely abrasive mass finishing technologies and even gear grinding technologies.
So, let’s examine these two claims briefly, first focusing on risk to components (gears) derived from the process chemistry used in chemically accelerated vibratory processes. In the late 2000s/early 2010s, a new surface finishing technology was introduced to the U.S. market that soon became competitive with REM’s ISF Process given its applicability to high-precision components — to be clear this was and is a good technology that has its strengths and weakness as do many manufacturing processes (including REM’s processes). However, likely parroting claims that had existed since REM’s entry into the gear surface finishing industry in the 1990s, this company commonly referenced in print that their technology was unique and different because it (among other characteristics) did not rely on „acid attack.“
The surface finishing world is ultimately very small, and it was well understood that this reference was simply a veiled allegation against REM and our chemically accelerated technology. However, this reference, even fifteen years ago, had already been refuted via a peer-reviewed technical paper. In 2008, REM and Rolls Royce published and presented a paper at the AGMA Fall Technical Meeting studying corrosion in the gear-manufacturing process as well as the impact (if any) REM’s ISF Process would have on gear corrosion and IGA. This paper was the result of a collaborative research effort in which REM and Rolls Royce investigated the potential application of REM’s process technology to Rolls Royce’s gear components. The paper presents unbiased, third-party lab-generated data, supported by Rolls Royce that, „definitively confirmed that superfinishing does not induce IGA.“ The paper goes further in its conclusions, stating that, „Superfinishing using chemically accelerated vibratory finishing does not exacerbate IGA,“ but rather that, „Superfinishing, in fact, can be used to remove corrosion, contact damage, and the IGA layer.“ [1] Thus, whenever REM received a question regarding this „acid attack“ reference, we were thankfully able to quickly combat this false information with a technical reference.
However, as Mark Twain famously said, „A lie can travel halfway around the world while the truth is putting on its shoes.“ So, while there was no factual validity to these „acid attack“ claims, REM still answers questions about „acid attack“ to this day. Thankfully, many of our valued aerospace customers such as Sikorsky and Bell Helicopter have allowed us to, or they have made public reference to their use of REM’s technology on flight critical power transmission gearing (which obviously could not tolerate any sort of chemical attack). These sorts of public testimonies have been very helpful in alleviating concerns about chemical attack, hydrogen embrittlement, and the like as a result of REM’s technology applications to gears.
Vibratory Processes
Moving on to claims relative to REM’s chemistries and worker safety, a white paper that was published in the last year and a half (I’ll refer to this white paper as „Article 1“ going forward) promoting an „abrasive-only“ surface finishing process referred to a wide range of potential chemical constituents that are used in (accelerated) vibratory processes. The listed chemicals included phosphoric acid, sulfuric acid, and chromic acid.
The inclusion of these substances as raw materials in the accelerated chemistries that REM uses for gears is so inaccurate it borders on parody. If we start with the fact that a vast majority of gears are manufactured from steel alloys, that steel is naturally susceptible to corrosion (two facts that I believe don’t require citation), then it should come as no great surprise that strongly acidic chemicals (such as phosphoric acid) and strong acids (such as sulfuric and chromic acid) are not needed to „activate“ the surface of gears. In fact, the majority of REM’s gear-finishing chemistries use mild, food-grade acids, and, as can be seen in Figure 1, the pH of these common gear-processing chemistries is between 4.5 – 6.0. This is „safer“ based on acidity than orange juice, vinegar, strawberries, and apple sauce (see Table 1) [2].
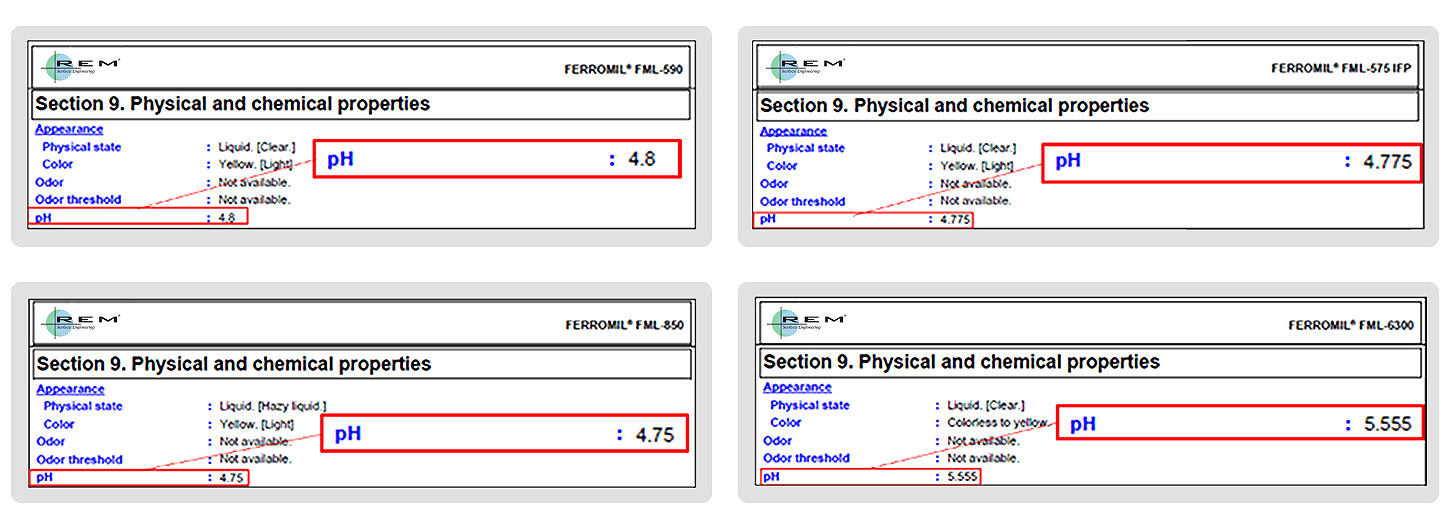
Figure 1: Excerpts from REM SDS’s of common gear processing chemistries, highlighting their respective pH values.
Obviously, there are other factors in product safety, and SDS warnings should never be taken lightly. But of the four products referenced in Figure 1, one has no safety classifications (Ferromil(r) FML-6300), and the other three are classified as „Skin Sensitizer – Category 1“, meaning essentially that there is evidence that contact with a person’s skin can lead to sensitization (an allergic response). Category 1 is the lowest potential Skin Sensitization class. [3, 4] Finally, one of the products (Ferromil(r) FML-850) is also classified as „Eye Irritation – Category 2A“, the middle classification of Eye Irritants, assigned to products whose effects are reversible within a period of 21 days. [5]
![Table 1: pH Measurements of Common Foods [2]](https://www.remchem.com/wp-content/uploads/2024/01/GS-2024-01-MM-Table-1-324x160-fig-2.png)
Table 1: pH Measurements of Common Foods [2]
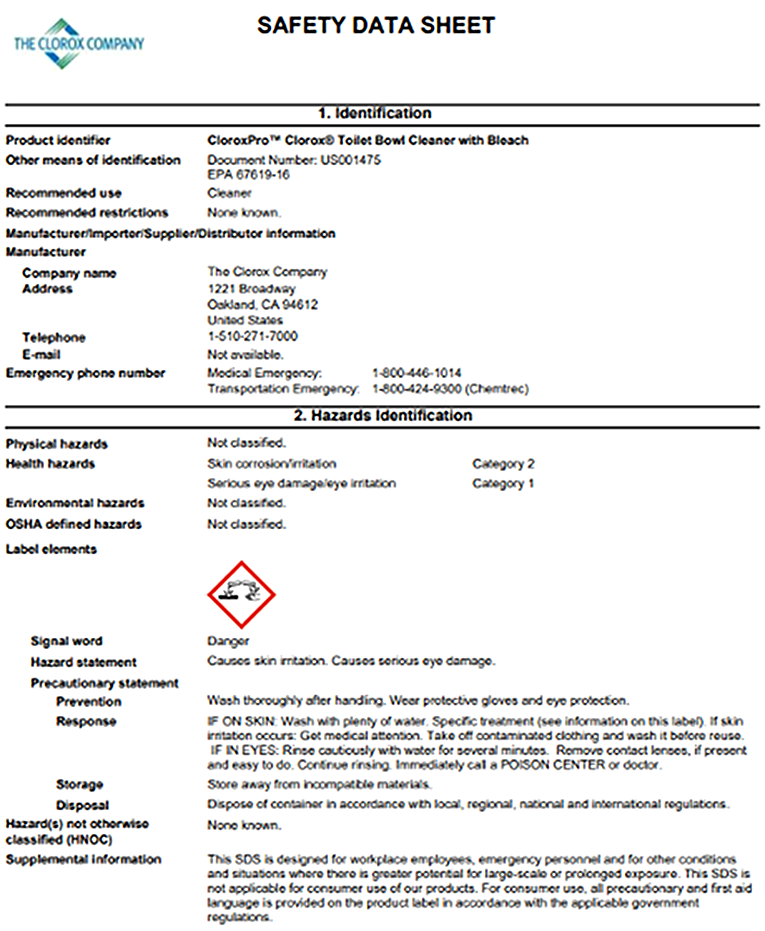
Figure 2: SDS for Clorox Pro™ Clorox® Toiler Bowl Cleaner with Bleach
Moving on, Article 1 doesn’t only contain false, incomplete, and misleading information relative to chemically accelerated product risks — it also makes claims to the efficacy of the abrasive-only technology that it is marketing that are both bold (always a potential red flag) and lack any verifiable data to back up said claims. Without being overly specific, the article makes claims that the process (can remove material) „more accurately than any other type of surface processing.“ Further, the article claims that the process has „variation of just 1 µm“ and states that this is five to 10 times lower process variation than chemically accelerated processes. There are a number of problems with these claims.
First, anytime a process claims to be „better“ in some way than every other process, it is almost certain that the claim is inaccurate. The range of potential surface finishing processes that exist, the lack of qualification of what the article is defining as a surface process, and the utter lack of technical data and/or independent study citations should immediately put any reader on notice that what they are reading at best cannot be verified in this article (or at worst, is simply not true). Secondly, the process variation of „just 1 µm“ is too vague to be of any value, and, again, lacks any sort of valid data to back up the claim (whatever it may actually be). If the authors are suggesting that the process can achieve the desired final profile dimensions to within 1 µm, then the comment (ignoring the lack of supporting data) would still require clarification as to what, if any, gear profile modifications were made prior to the surface finishing process application.
I suspect the claim the authors are trying to make is that, generally, no grinding profile modifications are required to implement the process, but as they offer no clear details as to the starting/final surface condition of the gear or the amount of material removed, it is hard to qualify how good or bad this 1 µm variation is. Further, the claim that this 1 µm variation is 5 – 10x better than chemically accelerated processes is presented without any data to back it up. Anyone skilled in the art of mass finishing (or similar) media-based processes knows that the shape, size, and composition of the media will strongly influence the accuracy and uniformity of material removal for a component. The more complex the component (such as a gear), the more challenging it is to maintain accuracy and material removal uniformity between more and less accessible surfaces. So, any comparative study or claims relative to material removal accuracy for these types of processes must include a discussion of the media that was used. Otherwise, there is no way of knowing whether a valid testing approach was used (or whether data was simply generated to fit the author’s narrative). In summary, it would be very hard to classify Article 1 as anything other than a marketing piece that lacks the requisite, verifiable data to be of real use to the gear industry.

Grinding and Superfinishing
While there are many other examples of articles where incomplete and/or inaccurate data has been presented as fact in the gear surface finishing industry, I’ll end with an example that bridges partly into the general gear manufacturing industry.
As superfinishing processes gained traction in the gear industry (in the early 2000s), gear equipment manufacturers naturally looked to improve their product offerings to narrow the gap between the surface finish that is possible to obtain from a grinding machine versus what could/can be produced by isotropic superfinishing processes. Essentially, all gear equipment manufacturers have since introduced lower roughness grinding technologies, sometimes called „polish grinding.“ Without question, the ability to grind a gear to a lower starting roughness is a benefit to the industry in principle (throughput dynamics and other economic/efficiency claims are a discussion for another article for another day). However, there is a fundamental difference between the surface texture produced by any grinding process (or any machine tool path guided process) and any „random motion“ process such as isotropic superfinishing.
The importance of surface texture relative to a component’s end-use was introduced in my July 2023 Materials Matter column. [9] As referenced in that column, some end-use gear applications will not be affected by the non-isotropic nature of a „super-ground“ surface; but some applications would be expected to see a performance difference based on the two vastly different textures. To the best of my knowledge, studies have not proven that this texture difference can be ignored even if surfaces are measured to have roughly equivalent Ra’s. It is this assumption of equivalence without acknowledging surface texture differences that creates the final misleading/incomplete data presentation.
In the articles in question (as the original article has been repackaged and reissued in several forms), a technical study featuring gears processed by REM in REM’s ISF Technology is presented. This technical study, one of the first major technical studies to validate REM’s ISF Process, presented data showing a ~300 percent improvement in pitting fatigue testing for ISF gears as compared to standard, precision ground gears. The article acknowledges that these superfinished gears were not produced by supergrinding (but rather by a vibratory-based process), but at no point does the article explain the presence of this data other than as a justification for pursuing better grinding technology (to produce lower surface roughnesses). The article goes on to present efficiency-based data on standard versus superground gears, but no pitting or contact fatigue data is presented that is directly comparable to the presented REM/ISF data. Further, the article does not state that no pitting fatigue life conclusions relative to supergrinding can or should be drawn based on the REM/ISF data. Thus, the article would seem to suggest intentionally or unintentionally that supergrinding will have had a similar pitting fatigue life extension without any data to support this suggestion. This poor use of data would fall firmly into the area that a colleague of mine likes to refer to as B.S. or „bad science.“
Again, I would generally assume (or perhaps simply give the benefit of the doubt) that most poorly presented claims that lack adequate factual support are not predominantly presented in order to be intentionally misleading. But in the fast-paced world we live in, intent in these matters of incomplete or inaccurate claim presentation is essentially irrelevant. While I think the unfortunate reality is that the rate of publication of non-technical articles with unsubstantiated or misleading claims will only accelerate, if we as readers can remember to be skeptical of new claims and to look for signs of potential inaccuracy or incompleteness, we will all be better off as we try to better serve the needs of gear-users.
References

Bitte füllen Sie das folgende Formular aus, um die gewünschte Ressource zu erhalten